流体管-视频-哈尔滨市_流体管-双城|方正|牡丹江|大兴安岭|黑河(本地)(更新时间:2025-12-14 15:32:08)
更新时间:2025-12-14 15:32:08
Tags: 防腐钢管

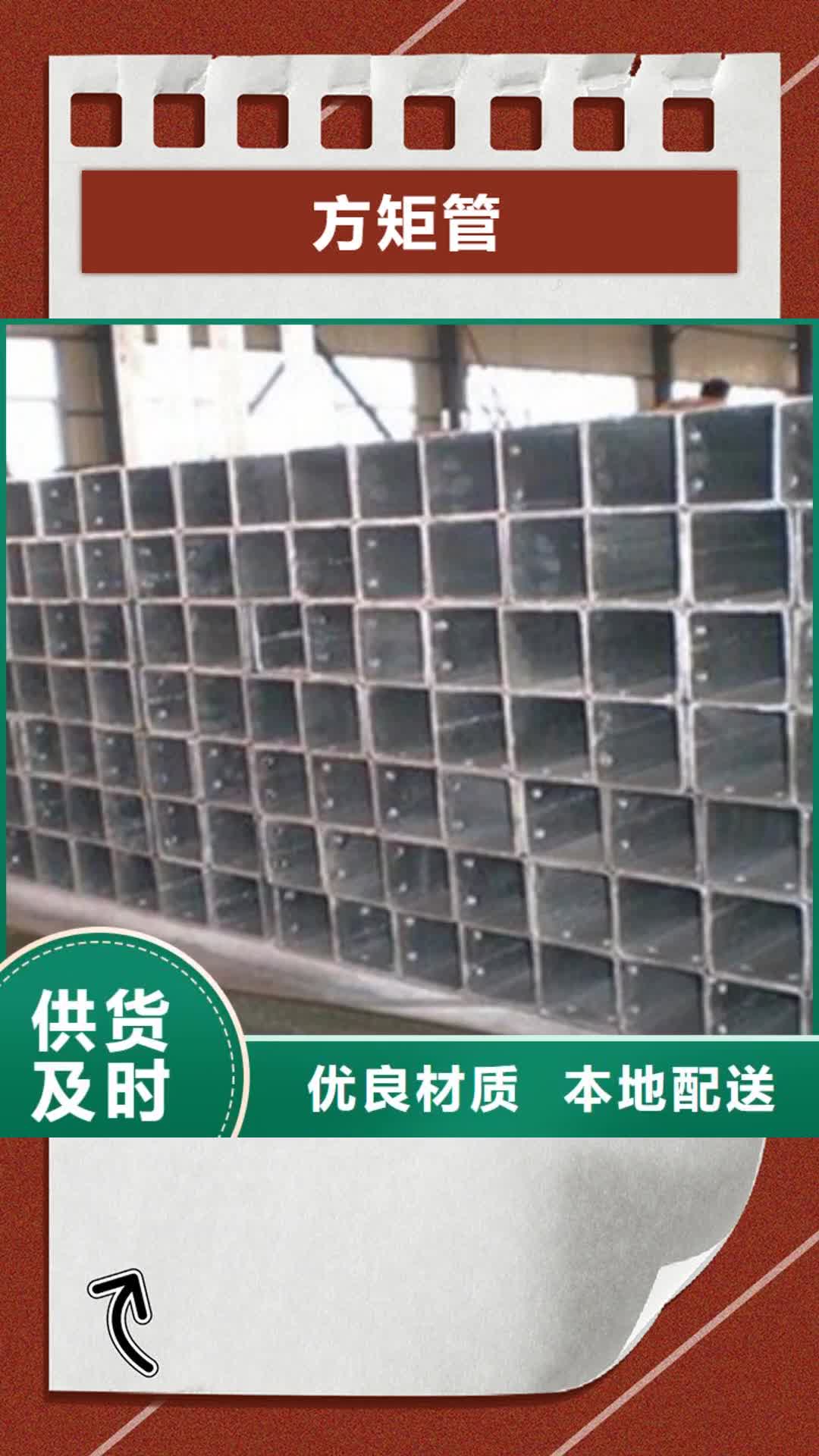
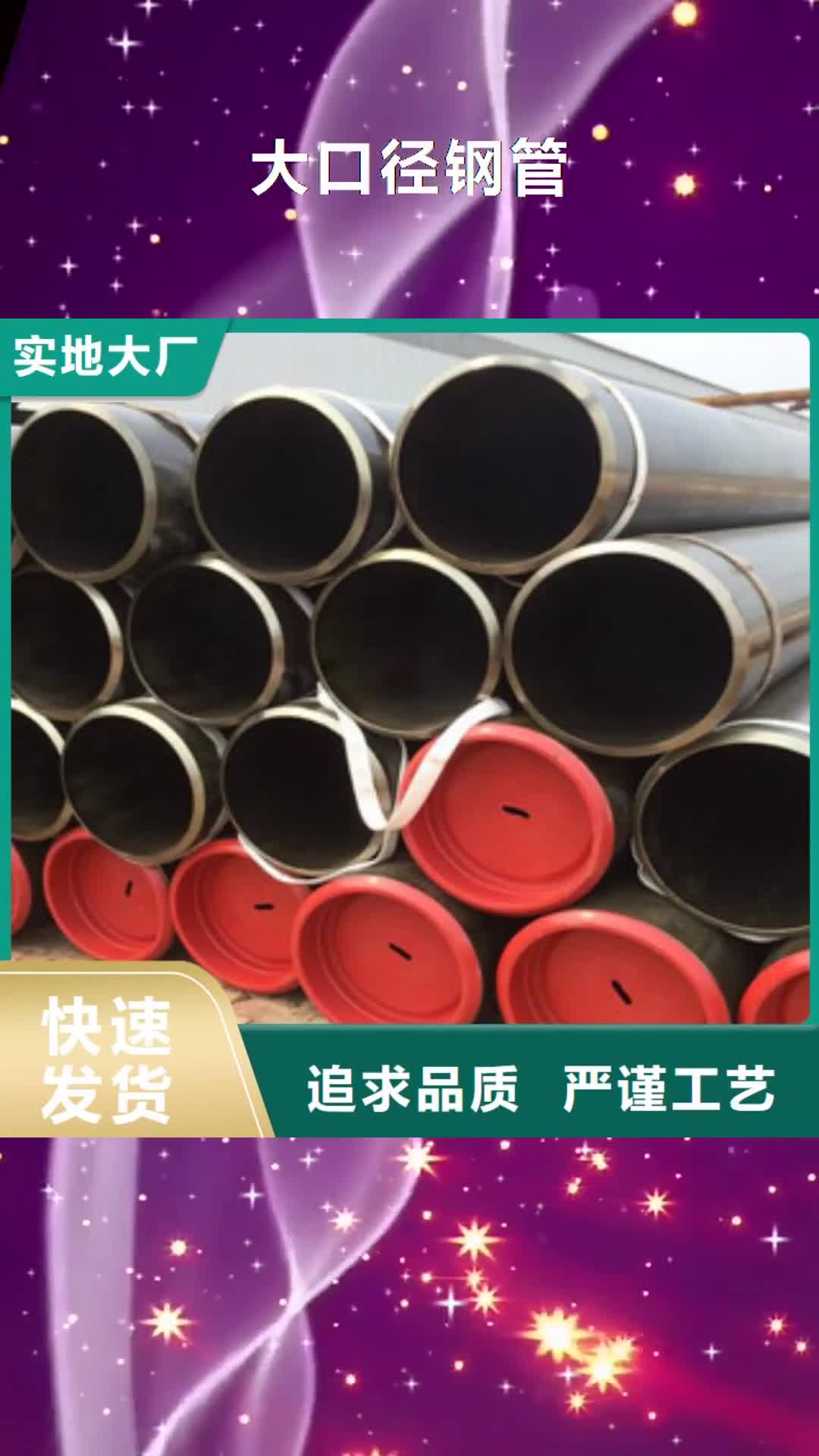
防腐钢管产品视频展示,生动直观,助您了解产品优势,为购买决策增添信心。
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 沧州 |
| 类型 | 无缝钢管 |
| 品牌 | 钢兴 |
| 范围 | 服务网络覆盖黑龙江省 哈尔滨市 齐齐哈尔市、鹤岗市、大庆市、佳木斯市、牡丹江市、黑河市、绥化市、大兴安岭市 道里区、南岗区、道外区、平房区、松北区、香坊区、呼兰区、阿城区、依兰县、方正县、宾县、巴彦县、木兰县、通河县、延寿县、双城区、尚志市、五常市等区域。 |
")
,型号齐全,可根据客户需求定制,产品多元化,可满足您的多种需求,钢兴钢管(哈尔滨市分公司)(哈尔滨市分公司)czgx1881知道,每一次选择都是对我们信任的投票,所以我们始终坚持用心做好每一个细节,让您的信任转化为满意和价值。联系人:刘学成-18762195566,地址:[风化店乡后枣园工业区]。
")
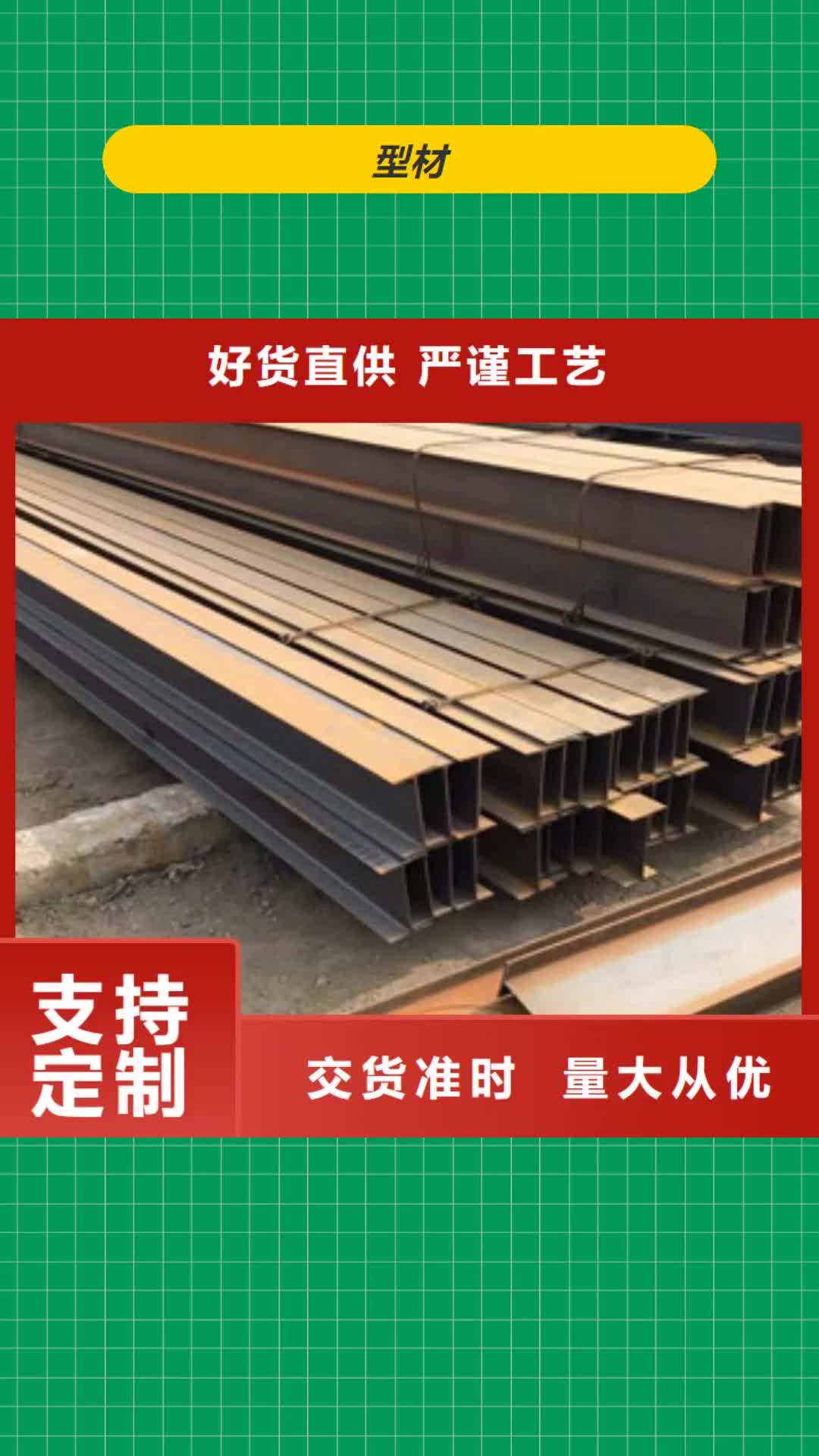
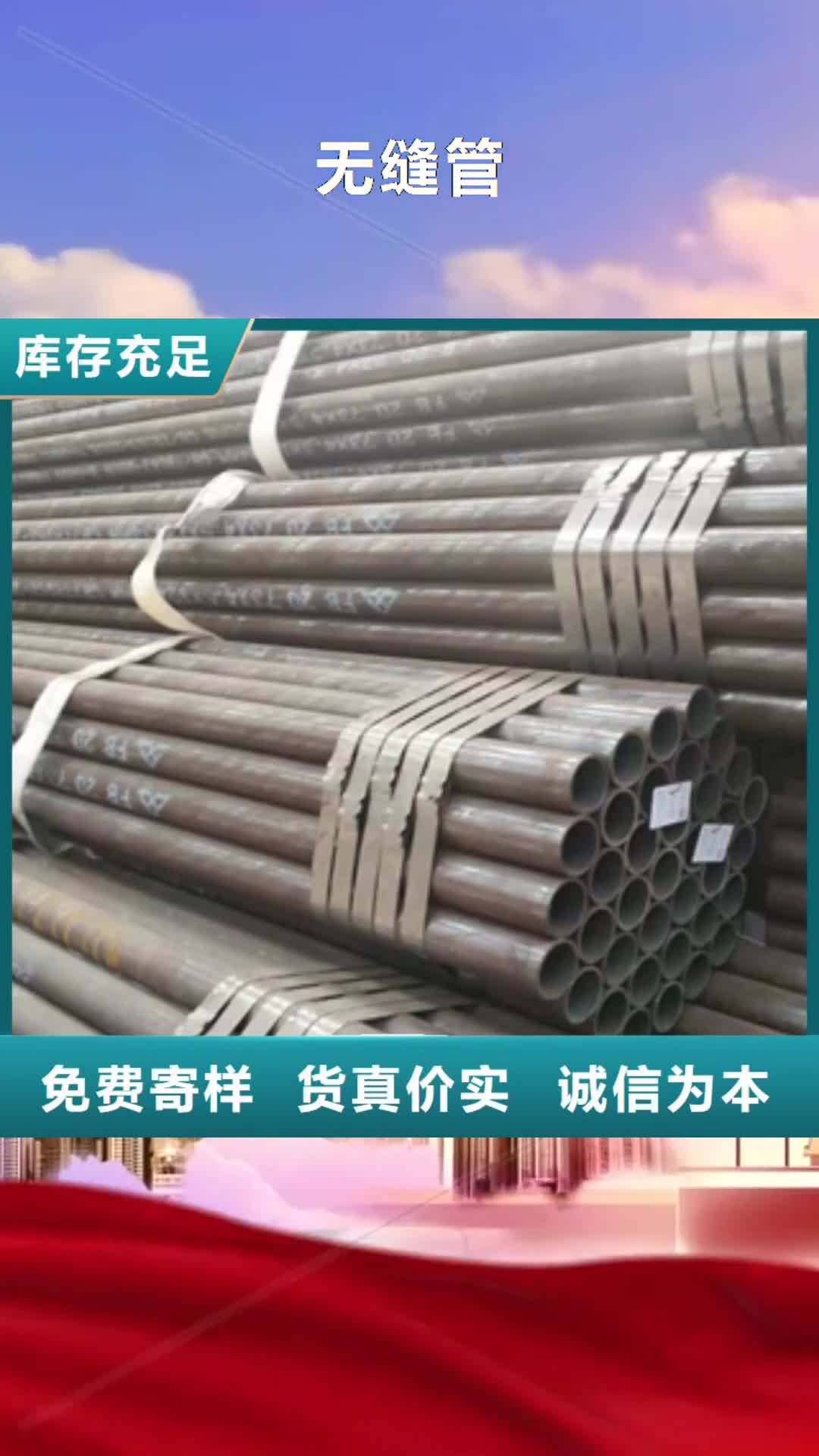
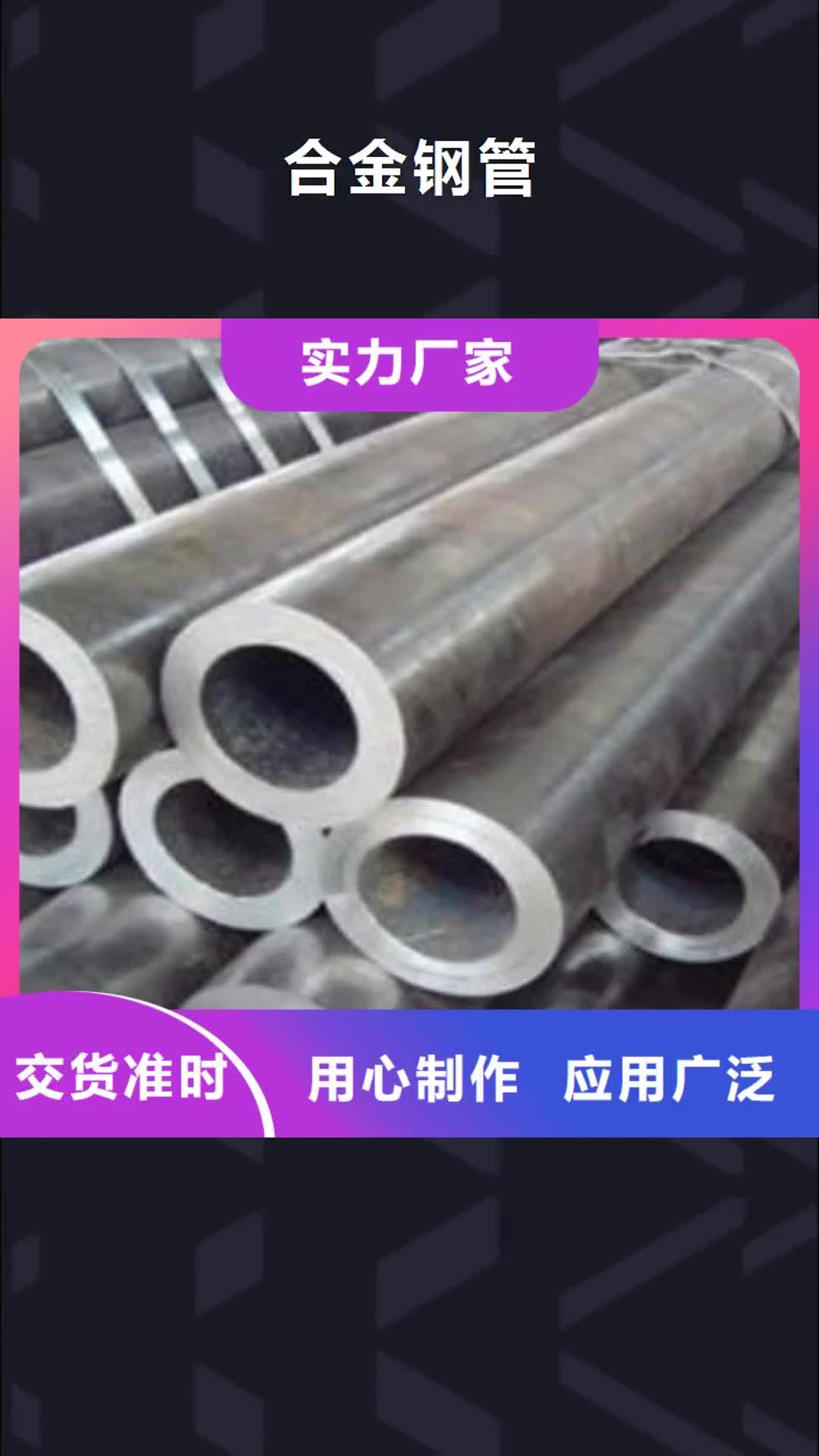
钢管焊接方式与分类具有空心截面,其长度远大于直径或周长的钢材。钢管不仅用于输送流体和粉状固体、交换热能、制造机械零件和容器,它还是一种经济钢材。架、支柱和机械支架,可以减轻重量,节省金属20~40%,而且可实现工厂化机械化施工。 用钢管制造公路桥梁不但可节省钢材、简化施工,而且可大大涂保护层的面积,节约投资和费用。分类按生产方法钢管按生产方法可分为两大类:无缝钢管和有缝钢管,有缝钢管简称为直缝钢管。1.无缝钢管按生产方法可分为:热轧无缝管、冷拔管、精密钢管、热扩管、冷旋压管和管等。 其主要有:外锥形管、内锥形管、外阶梯管、内阶梯管、周期断面管、波纹管、螺旋管、带散热片的钢管以及带复线的等。成分检验(1)GB3087-2008低中压锅炉用无缝钢管规定。化学成分试验方法按GB222-84及GB223钢铁及合金化学分析方法中的有关部分。 (2)GB/T5310-2008高压锅炉用无缝钢管规定。化学成分试验方法按GB222-84及钢铁及合金化学分析方法、GB223钢铁及合金化学分析方法中的有关部分。(3)进口锅炉钢管的化学成分检验按合同规定的有关标准进行。生产方法钢管分为无缝钢管和焊接钢管。
")
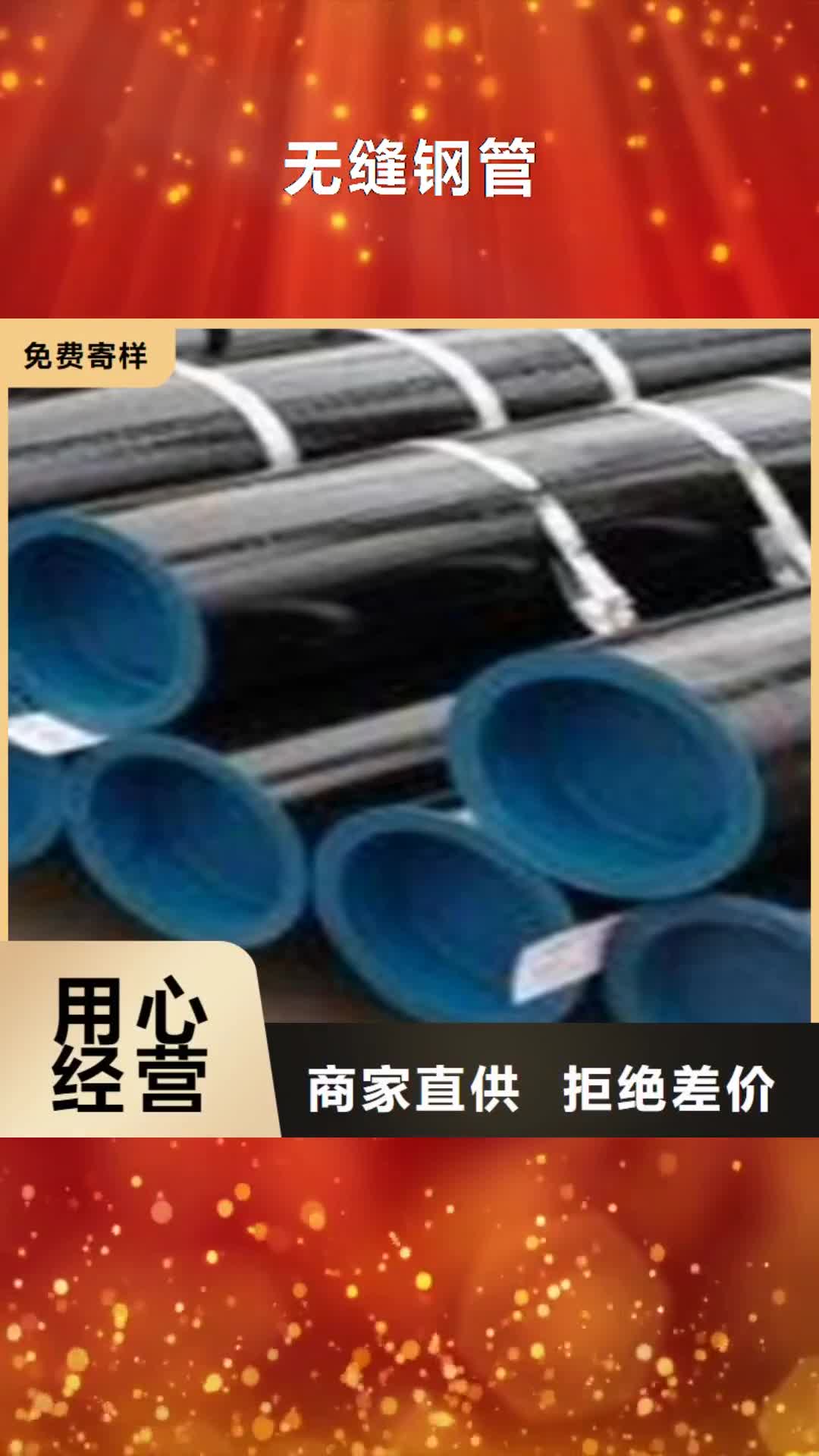
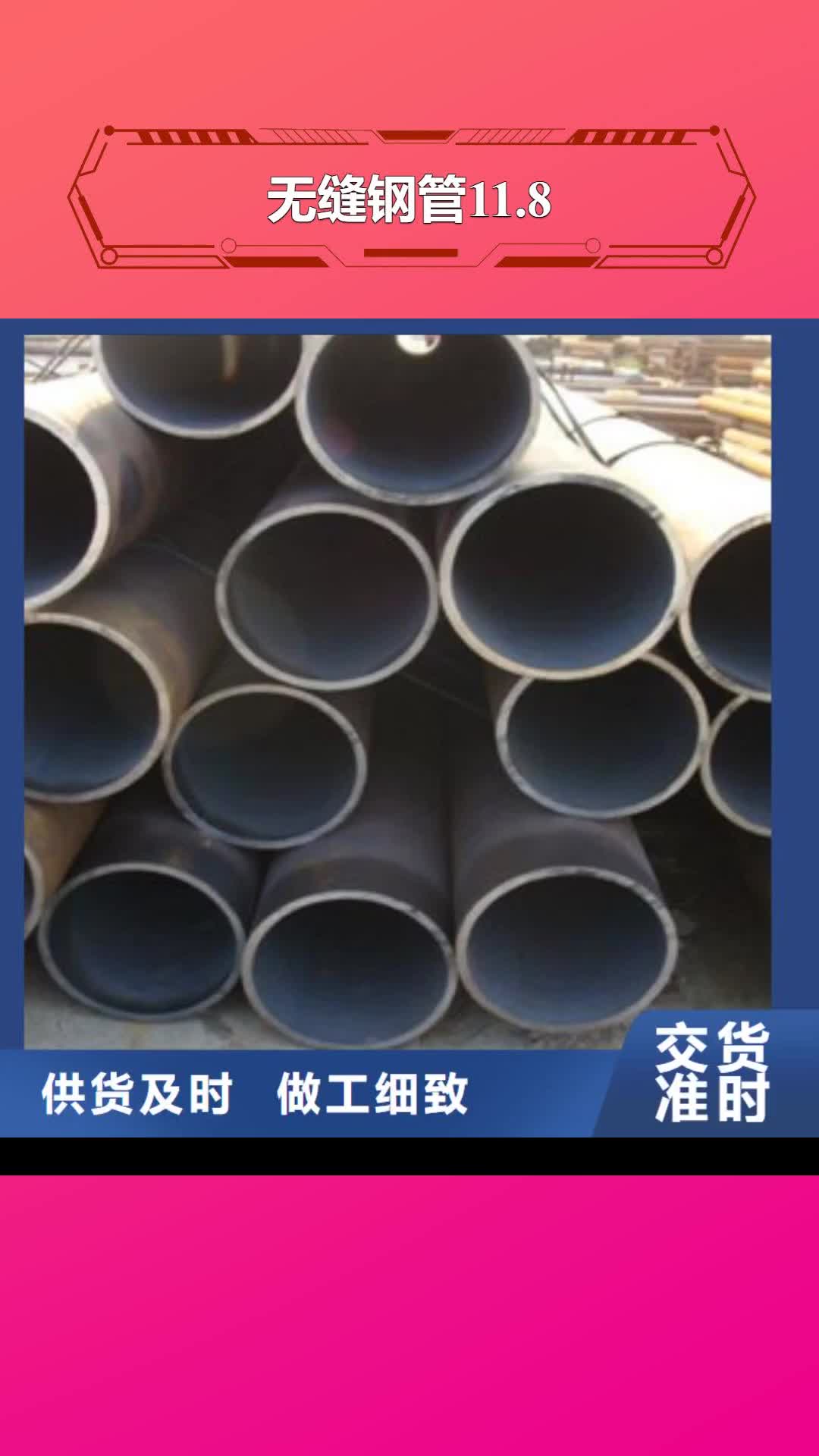
后要脱管定径。定径机通过锥形钻头高速入钢胚打孔,形成钢管。钢管内径由35crmo无缝管厂定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过冷却,钢管经冷却后,就要被矫直。2.冷拔(轧)无缝钢管:圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。 热处理后,就要被矫直。钢管经35crmo无缝管厂矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编、规格、生产批等。 工艺流程管坯——检验——剥皮——检验——加热——穿孔——酸洗——修磨——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验——冷轧——去油——切头——风干——内抛光——外抛光——检验——。 并由吊车吊入仓库中。1.1、热轧无缝管一般在自动轧管机组上生产。实心管坯经检查并表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。
")
再送至自动轧管机上继续轧制。后经均整机均整壁厚,经定径机定径,达到规格要求。无缝管厂利用连续式轧管机组生产热轧无缝钢管是较先进的方法。若欲尺寸更小和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法。 冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。法即将加热好的管坯放在密闭的圆筒内,穿孔棒与杆一起运动,使件从较小的模孔中挤出。 42crmo无缝钢管的用途:用于桥梁的钢种为“42crmo”,汽车大梁的钢种为“42CRmo”,压力容器的钢种为“42Crmo”。此类钢一般不用于制造钢管。42crmo为钢材中的一种材质。过去钢材的一种叫法。称法为:Q345B,与此相近的材质为Q345a,Q345c,Q345e,质量等级符ABCDE分别表示不要求冲击试验冲击试验温度为+20度0度-20度40度ABCD表示质量等级Q235质量等级分为A、B、C、D四级,由A到D表示质量由低到高。 还提供+200C时冲击功Ak≥27JC——除与B级要求一样外,还提供00C时冲击功Ak≥27J。D----除与B级要求一样外,还提供-200C时冲击功Ak≥27JE——除与B级要求一样外,还提供-400C时冲击功Ak≥27J。热加工规范加热温度1150~1200°C,开始温度1130~1180°C,终止温度850°C,φ50mm时,缓冷。
")
")
")
")
")
")
")
")
")
大家都爱看